
1. 药芯焊丝生产效率高;与实心焊丝相比,由于药芯焊丝焊接飞溅少、焊缝成形好,所以减少了清除飞溅与修磨焊缝表面的时间。
2. 实心焊丝的管是实心的,药芯焊丝的管内有药芯,它的作用是稳弧、改善操作性能、起保护作用。药芯焊丝与实心焊丝相比,飞溅小,而且连续使用也不会堵塞焊枪嘴。药芯焊丝的作业性能优于实心焊丝,药芯焊丝的熔敷效率微低于实心焊丝,但熔敷速度比实心焊丝快得多。

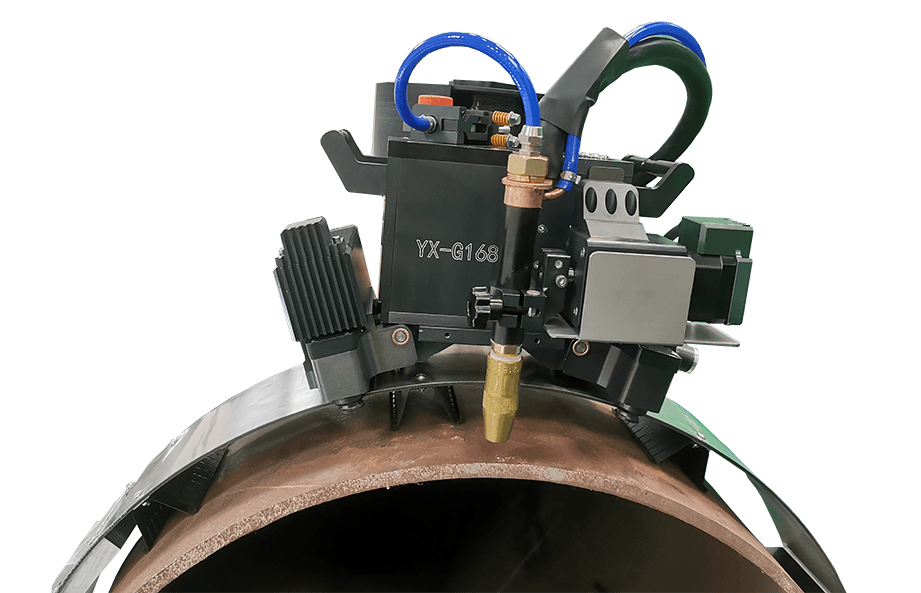
药芯焊丝填充、盖面效果。
3. 实心焊丝用混合气保护(80%氩气+20%二氧化碳)可以克服飞溅的问题,无探伤要求,打底层可以选择用二保焊实心焊丝(前提对口要求稍微高一些),填充、盖面层改用二保焊药芯焊丝。

实心焊丝填充、盖面效果。
4. 我国的药芯焊丝标准有哪些?对药芯焊丝的化学成分与力学性能是怎样规定的?
我国的药芯焊丝标准是参照美国焊接学会标准AWS制定的。我国的标准根据材料不同,可分为:《碳钢药芯焊丝》GB/T 10045—2002;《低合金钢药芯焊丝》GB/T 17493—1998;《不锈钢药芯焊丝》GB/T 17852—1999。碳钢药芯焊丝型号是根据其熔敷金属力学性能、焊接位置及焊丝类别特点等进行划分的。碳钢药芯焊丝型号编制方法示例如下:
字母“E”表示焊丝、“T”表示药芯焊丝,字母“E”后面的二位数表示熔敷金属的力学性能。第3位数表示推荐的焊接位置,其中“0”表示平焊和横焊位置,“1”表示全位置焊。短划线后面的数字表示焊丝的类别特点。

M”表示保护气体为(75%~80%)Ar CO2;当无字母“M”时,表示保护气体为CO2或自保护类型。字母“L”表示熔敷金属的冲击性能在-40℃时,其V形缺口冲击吸收功不小于27J;无“L”时表示焊丝熔敷金属的冲击性能符合一般要求。
免责声明
部分文字及图片源于互联网,转载此文是出于传递更多信息和非商业教育科研目的,版权归原作者所有,若有来源标注错误或原作者不同意转摘的,请作者持权属证明与我们联系,我们将及时更正、删除,谢谢。
联系人:熊经理、姜经理
电话:+86-22-23889667
手机:+86 13820221715
+86 13194693183
版权所有:COPYRIGHT © 2016-2025 一新管道 ALL RIGHTS RESERVED (本网素材部分来源于网络,版权归原作者所有,仅供参考,如有侵权,请联系我们删除)
技术支持:君远科技
备案号:津ICP备19006103号-1 津公网安备 12011102000678号
地址:天津市西青开发区赛达四支路28号模具园B4
 中文
中文
 English
English