
Part one: Structure and application characteristics of automatic welding equipment in full position welding
1. The overall structure
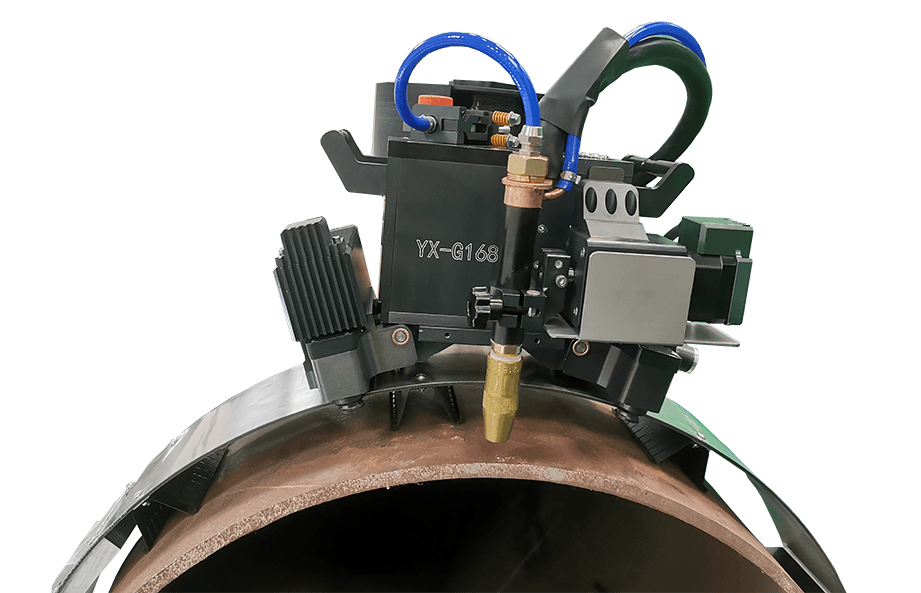
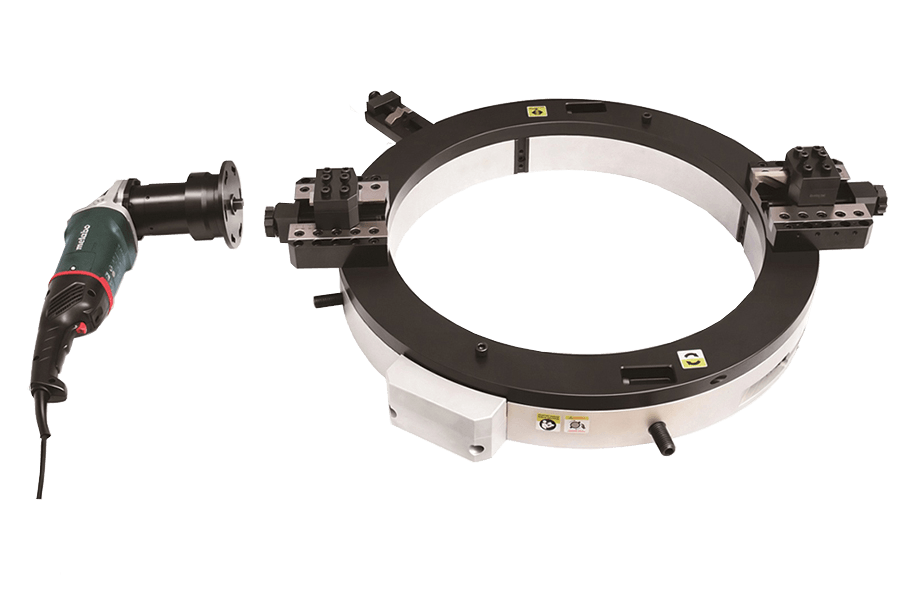
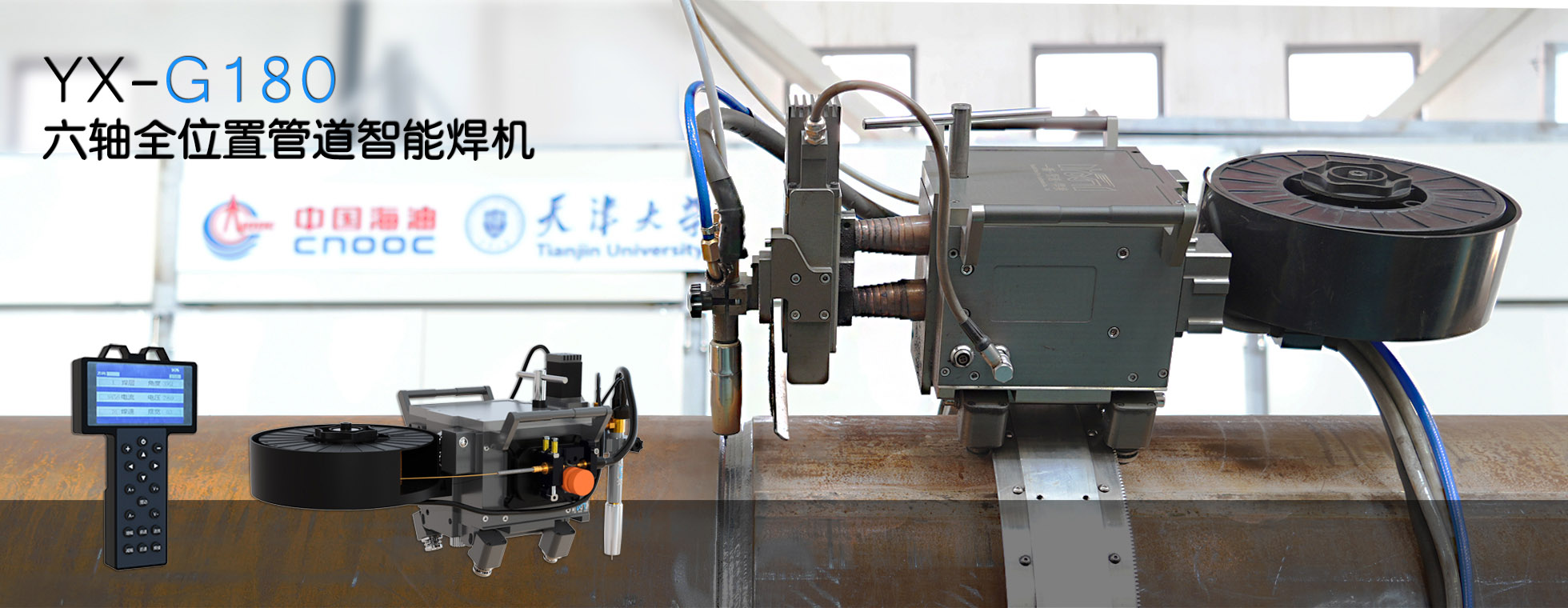
The composition of automatic welding equipment mainly includes several main parts, which are respectively welding head, walking ring, guide rail and control system. These parts constitute an integral whole from top to bottom.
2. Control system
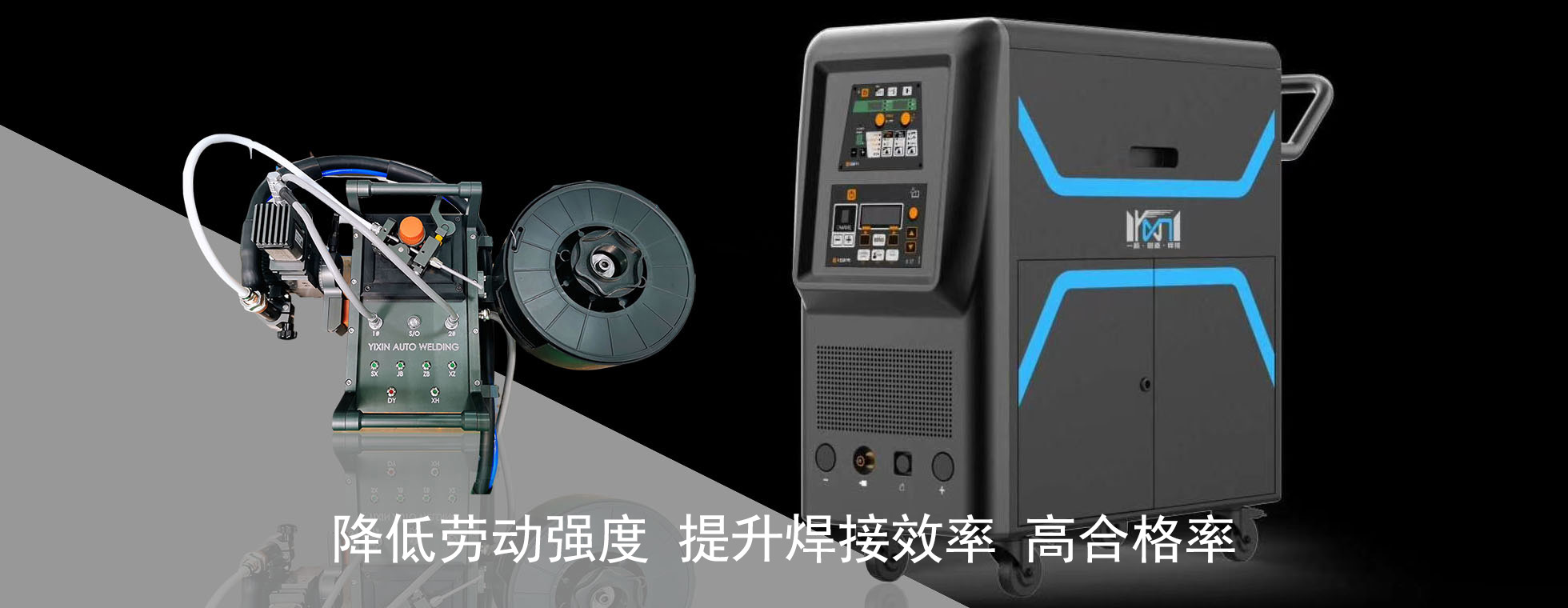
The control system is composed of a microcomputer and a control box. The computer can also be a notebook computer. It mainly includes several important components, including the host, keyboard, monitor, input device and output device. The control box consists of output interface circuit, power drive circuit and control system of welding gun.
3. Welding operation mode
Due to the high degree of fixation of the welding position, the production mode is relatively simple, usually using the special automatic welding equipment for pipeline butt welding. The function of easy operation is relatively single, and only automatic welding operation can be carried out.
4. The welding arc
There is a subordinate relationship between the all-position automatic welding equipment for domestic pipe welding and the arc welding power source and the welding head for foreign automatic welding equipment. The knobs and buttons that can realize the control of welding process parameters are concentrated in the position of the control box or welding head, and the process parameters can be changed during the operation of the knobs and keys. Therefore, the arc welding power source is basically exclusively applied.
5. Mature welding process
The main part of welding operation is the welding head. In the whole position of the pipe welding, in order to ensure the welding quality, the welding head in the process of welding, to carry out a number of kinds of compound movement, so that the welding gun to maintain a specific position. However, the welding head is limited by the freedom of motion, and it is not easy to realize more kinds of compound motion. In this process, reasonable control of welding process parameters is particularly important, usually in the form of section to determine the process parameters. In the fully automatic welding process, the production workers should adjust the position of welding head and welding gun appropriately, but the disadvantage is that the relatively mature welding process has poor reproducibility and inheritance.
Part Two: Performance analysis of automatic welding equipment in full position welding
At present, the combination of welding head and guide rail has been applied in the automatic welding of field pipe position in many countries around the world. The development of automatic welding equipment mainly focuses on the optimization and realization of welding and process. Only by ensuring the rationalization of welding process parameters can the welding quality be guaranteed. Therefore, in order to ensure the quality of welding, multiple welding processes are usually stored for the same operation content. Some welding operations will have a direct impact on the quality of welding, but the technical staff did not seriously study it, automatic welding equipment is a kind of mechatronics equipment, to be from the machine, electricity, control and welding, and other aspects of multiple angles, multiple aspects of analysis, adjustment. With the continuous expansion of the application range of mobile storage devices, storing a large number of process procedures in them is no longer meaningful and has no strong practicability. The data can be transferred to the automatic welding equipment through the way of storing welding process on the CD, and then the data can be transferred to the automatic welding equipment, and the storage can be completed by the equipment. In the process of using the mobile storage device, the space saved in the storage device can be used effectively. More control programs can be compiled to comprehensively control the welding seam in the process of automatic welding, so as to solve the automatic welding quality in the whole position of the pipeline.
Contact:Manager Chen
Tel:+86-22-23889667
Mobile:+86 13820221715
+86 13194693183
 English
English
 中文
中文